


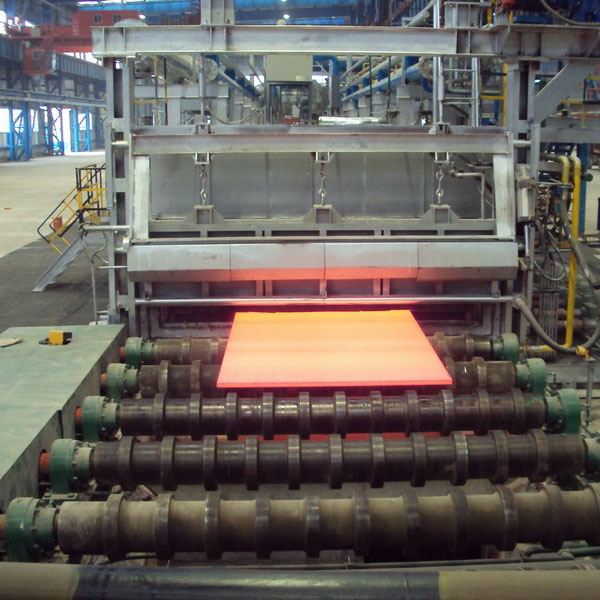
Thùng chứa nước hợp kim cán nóng Tấm nồi hơi thép đã qua sử dụng A516-70



Q460 là thép hợp kim thấp có độ bền cao. Phương pháp chỉ định của Q460: số thép của nó có tiền tố là "Q", đại diện cho điểm chảy của thép, nghĩa là cường độ chảy. Con số sau đây cho biết giá trị điểm chảy dẻo 460 đại diện cho 460 MPa, mega là lũy thừa thứ 6 của 10 và Pa là đơn vị áp suất Pascal. Q460 có nghĩa là biến dạng dẻo của thép sẽ chỉ xảy ra khi cường độ của thép đạt 460 MPa, tức là khi ngoại lực giải phóng, thép chỉ có thể duy trì hình dạng chịu ứng suất và không thể trở lại hình dạng ban đầu. Sức mạnh này lớn hơn thép thông thường. Các ký hiệu cấp chất lượng chung lần lượt là A, B, C, D, E. Trên cơ sở đảm bảo lượng carbon tương đương thấp, Q460 làm tăng hàm lượng các nguyên tố vi hợp kim một cách thích hợp. Hiệu suất hàn tốt đòi hỏi lượng carbon tương đương của thép thấp và việc tăng các nguyên tố vi hợp kim làm tăng độ bền của thép đồng thời cũng làm tăng lượng carbon tương đương của thép. Nhưng may mắn thay, lượng carbon tương đương được bổ sung nhỏ nên sẽ không ảnh hưởng đến hiệu suất hàn của thép.


Sự phát triển nhanh chóng của ngành công nghiệp ô tô đã đóng một vai trò quan trọng trong sự phát triển kinh tế và xã hội quốc gia. Tuy nhiên, do ảnh hưởng của tình trạng thiếu năng lượng, ô nhiễm môi trường và các vấn đề khác, mâu thuẫn trong phát triển ngành ngày càng lộ rõ. Hướng tới tương lai, sự phát triển của ngành chỉ có thể bền vững nếu dựa trên nền tảng thiên nhiên, sinh thái, bảo tồn và an toàn năng lượng.
Trong bối cảnh đó, việc ứng dụng thép nhẹ và cường độ cao cho ô tô đã trở thành một hướng phát triển quan trọng. Tuy nhiên, với sự cải thiện độ bền của tấm thép cường độ cao, quy trình dập nguội truyền thống dễ bị gãy trong quá trình tạo hình, không thể đáp ứng yêu cầu gia công của tấm thép cường độ cao. Trong trường hợp này, công nghệ tạo hình dập nóng của tấm thép cường độ cực cao đã dần được nghiên cứu trên thế giới - một quy trình mới tích hợp tạo hình, truyền nhiệt và chuyển đổi cấu trúc vi mô, chủ yếu sử dụng các đặc tính tăng độ dẻo và giảm cường độ năng suất của tấm kim loại ở trạng thái austenit nhiệt độ cao. Tuy nhiên, ép nóng đòi hỏi nghiên cứu chuyên sâu về điều kiện quy trình, chuyển đổi pha kim loại và công nghệ phân tích CAE, nhưng công nghệ này bị các nhà sản xuất nước ngoài độc quyền và phát triển chậm ở Trung Quốc.
Theo khảo sát và thống kê, việc ứng dụng thép cường độ cao của một số hãng ô tô ngày càng mở rộng, tỷ lệ ứng dụng thép cường độ cao cho khung thân xe của một số mẫu xe đã đạt 90%. Theo nghiên cứu của bộ phận năng lượng của Viện Sắt Thép Hoa Kỳ, ngay cả khi giá trị của thép cường độ cao bị giảm thì sức căng của nó khó hơn nhiều so với tấm nguội truyền thống. Độ dẻo của thép cường độ cao chỉ bằng một nửa so với thép thông thường.
Khi vật liệu được hình thành bằng cách dập, nó sẽ cứng lại. Các loại thép khác nhau có độ cứng khác nhau. Thông thường, thép hợp kim thấp cường độ cao chỉ tăng nhẹ 20MPa, dưới 10%. Lưu ý: cường độ chảy của thép hai pha tăng 140 MPa, tăng hơn 40%! Trong quá trình tạo hình, kim loại sẽ trở nên khác biệt hoàn toàn, hoàn toàn không giống như trước khi quá trình dập bắt đầu. Độ bền chảy của các loại thép này tăng lên rất nhiều sau khi bị căng thẳng. Ứng suất chảy cao hơn của vật liệu cùng với quá trình làm cứng vật liệu tương đương với sự gia tăng đáng kể ứng suất dòng chảy. Do đó, nứt, đàn hồi, nhăn, kích thước phôi, mài mòn khuôn và mài mòn vi hàn đã trở thành vấn đề trọng tâm trong quá trình tạo hình thép cường độ cao.
Dựa trên đặc điểm, đặc điểm của thép cường độ cao, nếu không thể thay đổi dòng chảy kim loại và không thể giảm ma sát thì kết cấu nứt và không đồng đều của thép cường độ cao (HSS) có thể dẫn đến tỷ lệ phế liệu linh kiện tăng lên. Lực kilo pound cao trên mỗi inch vuông (Ksi) của vật liệu này (đơn vị đo lực chảy), độ đàn hồi tăng cường, xu hướng đông cứng và vận hành ở nhiệt độ tạo hình cao đều là những thách thức đối với khuôn.
Công nghệ bảng mạch có tiết diện thay đổi liên tục và trống được hàn theo yêu cầu riêng bằng laser
1. Tailor Welded Blanks (Tailor Welded Blanks, TWB) sử dụng tia laser làm nguồn nhiệt hàn để kết hợp và hàn nhiều vật liệu khác nhau, độ dày khác nhau và các lớp phủ khác nhau của thép, thép không gỉ, hợp kim nhôm, v.v. thành một tấm hoàn chỉnh.
2. Sử dụng công nghệ hàn phù hợp bằng laser, có thể kết hợp hợp lý các vật liệu có kích thước độ dày và mức độ bền khác nhau tùy theo điều kiện ứng suất của các bộ phận kết cấu, cải thiện độ cứng kết cấu đồng thời giảm trọng lượng của các bộ phận, đồng thời tăng tỷ lệ sử dụng vật liệu và giảm số lượng các bộ phận. Số lượng các bộ phận trong đơn giản hóa quá trình. Công nghệ hàn được thiết kế riêng bằng laser đã trở thành phương tiện kỹ thuật chính của ô tô hạng nhẹ và nó đã được áp dụng cho các mẫu mã của nhiều nhà sản xuất. Chủ yếu được sử dụng ở các tấm bên trong cửa trước và sau, dầm dọc phía trước và phía sau, tấm bên, tấm sàn, trụ A, B và C ở bên trong cửa, vỏ bánh xe và tấm bên trong cốp xe, v.v.
3. Phôi cán dành cho thợ may (TRB), còn được gọi là tấm có độ dày chênh lệch, đề cập đến sự thay đổi theo thời gian thực của kích thước khe hở cuộn thông qua máy tính trong quá trình cán tấm thép, sao cho tấm mỏng được cán có kích thước được xác định trước hướng dọc theo hướng lăn. Hình dạng mặt cắt ngang có thể thay đổi tùy chỉnh.
4. Công nghệ bảng mặt cắt có thể thay đổi liên tục đã được sử dụng rộng rãi trong sản xuất các bộ phận cấu trúc thân xe, chẳng hạn như vỏ động cơ, cột B, khung thân xe, thanh dẫn hướng miếng đệm động cơ, bảng bên trong cột giữa, tấm chắn bùn và hộp va chạm, v.v. và đã được áp dụng thành công cho Audi, BMW, Volkswagen, GM và các mẫu xe khác.
5. Công nghệ hàn và mặt cắt biến đổi liên tục được điều chỉnh bằng laser thay đổi độ dày của vật liệu dập thông qua các phương tiện công nghệ khác nhau và được sử dụng để giải quyết vấn đề về yêu cầu khả năng chịu tải khác nhau đối với các bộ phận khác nhau của phụ tùng ô tô chịu tải. So với cả hai, ưu điểm của công nghệ hàn laser được thiết kế riêng nằm ở tính linh hoạt của nó, có thể thực hiện ghép nối ở bất kỳ vị trí nào và ghép các vật liệu khác nhau. Ưu điểm của công nghệ mặt cắt biến thiên liên tục là không có đường hàn, độ cứng thay đổi theo chiều dài tương đối nhẹ nhàng, khả năng định hình tốt hơn, chất lượng bề mặt tốt, hiệu quả sản xuất cao, giá thành rẻ. thấp. Hành lý, thiết bị y tế, vỏ xe máy; ô tô, mái che bên trong xe buýt, bảng điều khiển; lưng ghế, tấm cửa, khung cửa sổ, v.v.
| Tên sản phẩm | Thùng chứa nước hợp kim cán nóng Tấm nồi hơi thép đã qua sử dụng a516-70 |
| Tiêu chuẩn | Astm, Gb, Din, Jis, En, v.v. |
| Vật liệu | Thép nồi hơi |
| Kích cỡ | Độ dày: 2-300mm |
| Chiều rộng: 1000-3000mm | |
| Chiều dài: 1000 ~ 12000mm hoặc theo yêu cầu | |
| Ứng dụng | Xây dựng công trình, cầu, phụ tùng xe, mông, bình chịu áp lực cao, nồi hơi, thép kết cấu lớn, v.v. |
| Tình trạng giao hàng | Cán nóng, Cán có kiểm soát, Chuẩn hóa hoặc theo yêu cầu |
| Bề mặt | Hic, Ssc, Spwht, Theo yêu cầu |
| Chứng nhận | Bv、Iso、SG、Vâng ... |
| để thanh toán | t/t, l/c, West Union, v.v. |
| Thời gian giao hàng | 15-20 ngày sau khi gửi tiền, tùy thuộc vào số lượng |
| Đóng gói | Gói vận chuyển tiêu chuẩn hoặc theo yêu cầu |



