


Tấm nồi hơi hàn bằng laser



Vận tải: Hỗ trợ vận tải đường biển
Tiêu chuẩn: AiSi, ASTM, JIS
Lớp: Ar360 400 450 NM400 450 500
Nơi xuất xứ: Sơn Đông, Trung Quốc
Mô hình: Ar360 400 450 NM400 450 500
Kiểu: thép tấm, thép tấm
Quá trình: Cán nóng
Xử lý bề mặt: lớp phủ
ứng dụng: tấm nồi hơi
Chiều rộng: 2000mm hoặc theo yêu cầu
Chiều dài: 5800mm 6000mm 8000mm
Dung sai: ± 5%
Dịch vụ gia công: uốn, hàn, tháo cuộn, cắt, đục lỗ
Tên sản phẩm: Thép tấm chịu mài mòn
Vật chất: NM450 500 550 640 NM4400 450 500
Độ dày: 3mm-100mm hoặc theo yêu cầu
Bao bì: Bao bì tiêu chuẩn có thể bay được
Công dụng: Công nghiệp
Hình dạng: hình chữ nhật
Khả năng cung cấp: 2000 tấn/tấn mỗi tháng
Chi tiết đóng gói: đóng gói hàng không tiên tiến, cũng theo yêu cầu của khách hàng.
Cảng: Thanh Đảo, Thiên Tân, Thượng Hải


Việc phát triển 20g tại Tập đoàn Gang thép Tế Nam (viết tắt là Jigang) đã được thực hiện hơn mười năm trước, nhưng còn hạn chế ở trình độ thiết bị và thiết bị xử lý vào thời điểm đó, hiệu suất của thép tấm không ổn định và có thường có vấn đề về đặc tính uốn lạnh và lão hóa không nhất quán. Các biện pháp sau đây phải được thực hiện để cải thiện các đặc tính uốn nguội và lão hóa cũng như đảm bảo độ bền va đập ở nhiệt độ thấp:
(1) Điều chỉnh các thành phần kiểm soát nội bộ và tăng giới hạn dưới của hàm lượng mangan lên 0,65%.
(2) Hoạt động tinh chế "Trinity" cấp dây, điều chỉnh nhiệt độ và thổi argon được áp dụng.
(3) Kiểm soát chặt chẽ nhiệt độ rót.
(4) Hàm lượng nguyên tố vi lượng Ti tăng từ 0,003% lên hơn 0,008%. (5) Toàn bộ quy trình đổ bảo vệ được áp dụng để giảm sự hấp thụ của n
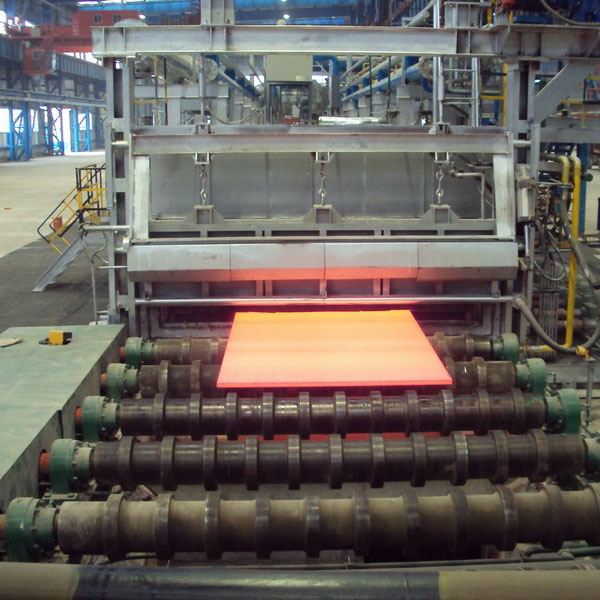
Lộ trình quy trình sản xuất:Tấm nồi hơi 20g (Ti) là loại thép có yêu cầu cao về tính chất cơ học toàn diện, thép tương đối nguyên chất và thành phần của các thành phần nóng chảy và các nguyên tố vi hợp kim nhạy cảm hơn với tác động của các tính chất khác nhau. Do đó, mấu chốt của quy trình sản xuất 20g (Ti) là tối ưu hóa thành phần nóng chảy, giảm tổng lượng tạp chất trong thép, chọn các nguyên tố vi hợp kim thích hợp, sử dụng cán có kiểm soát, nâng cao chất lượng của tấm và ổn định ứng dụng của tác động lão hóa. Lộ trình kỹ thuật của 20g là: sắt nóng chảy chất lượng cao → xử lý tinh chế → nấu chảy tối ưu hóa thành phần và tinh chế thép → hợp kim vi mô và tinh luyện thép nóng chảy → đúc bảo vệ → tấm chất lượng cao → gia nhiệt có kiểm soát → cán được kiểm soát nhiệt độ → hình dạng tấm và kiểm soát độ dày → Kiểm soát làm mát → sản phẩm.
Công nghệ bảng mạch có tiết diện thay đổi liên tục và trống được hàn theo yêu cầu riêng bằng laser
1. Tailor Welded Blanks (Tailor Welded Blanks, TWB) sử dụng tia laser làm nguồn nhiệt hàn để kết hợp và hàn nhiều vật liệu khác nhau, độ dày khác nhau và các lớp phủ khác nhau của thép, thép không gỉ, hợp kim nhôm, v.v. thành một tấm hoàn chỉnh.
2. Sử dụng công nghệ hàn phù hợp bằng laser, có thể kết hợp hợp lý các vật liệu có kích thước độ dày và mức độ bền khác nhau tùy theo điều kiện ứng suất của các bộ phận kết cấu, cải thiện độ cứng kết cấu đồng thời giảm trọng lượng của các bộ phận, đồng thời tăng tỷ lệ sử dụng vật liệu và giảm số lượng các bộ phận. Số lượng các bộ phận trong đơn giản hóa quá trình. Công nghệ hàn được thiết kế riêng bằng laser đã trở thành phương tiện kỹ thuật chính của ô tô hạng nhẹ và nó đã được áp dụng cho các mẫu mã của nhiều nhà sản xuất. Chủ yếu được sử dụng ở các tấm bên trong cửa trước và sau, dầm dọc phía trước và phía sau, tấm bên, tấm sàn, trụ A, B và C ở bên trong cửa, vỏ bánh xe và tấm bên trong cốp xe, v.v.
3. Phôi cán dành cho thợ may (TRB), còn được gọi là tấm có độ dày chênh lệch, đề cập đến sự thay đổi theo thời gian thực của kích thước khe hở cuộn thông qua máy tính trong quá trình cán tấm thép, sao cho tấm mỏng được cán có kích thước được xác định trước hướng dọc theo hướng lăn. Hình dạng mặt cắt ngang có thể thay đổi tùy chỉnh.
4. Công nghệ bảng mặt cắt có thể thay đổi liên tục đã được sử dụng rộng rãi trong sản xuất các bộ phận cấu trúc thân xe, chẳng hạn như vỏ động cơ, cột B, khung thân xe, thanh dẫn hướng miếng đệm động cơ, bảng bên trong cột giữa, tấm chắn bùn và hộp va chạm, v.v. và đã được áp dụng thành công cho Audi, BMW, Volkswagen, GM và các mẫu xe khác.
5. Công nghệ hàn và mặt cắt biến đổi liên tục được điều chỉnh bằng laser thay đổi độ dày của vật liệu dập thông qua các phương tiện công nghệ khác nhau và được sử dụng để giải quyết vấn đề về yêu cầu khả năng chịu tải khác nhau đối với các bộ phận khác nhau của phụ tùng ô tô chịu tải. So với cả hai, ưu điểm của công nghệ hàn laser được thiết kế riêng nằm ở tính linh hoạt của nó, có thể thực hiện ghép nối ở bất kỳ vị trí nào và ghép các vật liệu khác nhau. Ưu điểm của công nghệ mặt cắt biến thiên liên tục là không có đường hàn, độ cứng thay đổi theo chiều dài tương đối nhẹ nhàng, khả năng định hình tốt hơn, chất lượng bề mặt tốt, hiệu quả sản xuất cao, giá thành rẻ. thấp. Hành lý, thiết bị y tế, vỏ xe máy; ô tô, mái che bên trong xe buýt, bảng điều khiển; lưng ghế, tấm cửa, khung cửa sổ, v.v.
| A516 Gr.60 | A516 Gr.65 | A516 Gr.70 | |
| Độ bền kéo (Ksi) | 60-80 | 65-85 | 70-90 |
| Độ bền kéo (Mpa) | 415-550 | 450-585 | 485-620 |
| Sức mạnh năng suất (Ksi) | 32 | 35 | 38 |
| Sức mạnh năng suất (Mpa) | 220 | 240 | 260 |
| Độ giãn dài 200mm (%) | 21 | 19 | 17 |
| Độ giãn dài 50mm (%) | 25 | 23 | 21 |
| Độ dày tối đa (Mm) | 205 | 205 | 205 |



